镁合金零件的机械加工安全注意事项及镁渣的处理方法

1 镁合金的机械加工
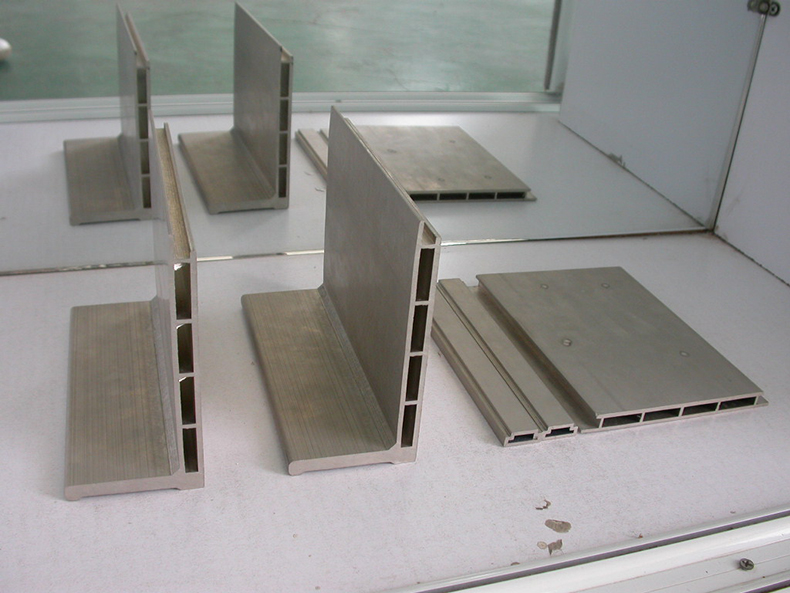
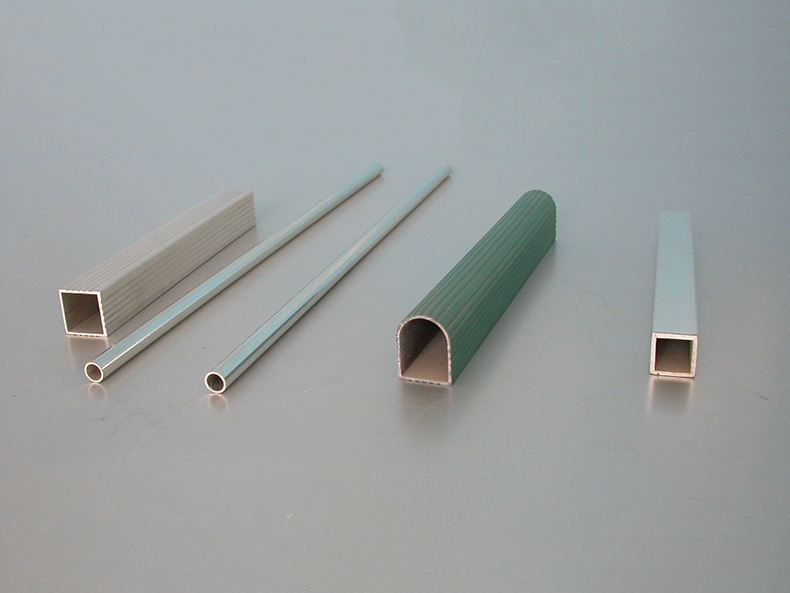
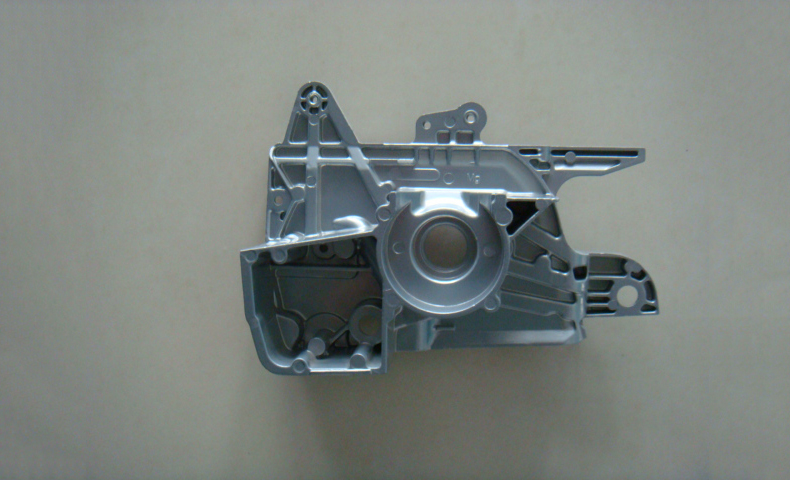
密度为的镁合金比铝合金轻36%、比锌合金轻73%、比钢轻77%,被公认为是质量最小的结构金属材料。小批量镁合金零件的机械加工可在手动操作的小型机床上进行;大批量高效率加工镁合金零件时,采用专用的大型自动化机械加工中心或计算机数控机床将更加经济。与那些机械加工性能较差的金属材料相比,切削性能良好的镁合金具有十分突出的优点。对于镁合金,可以在高切削速度和大进给量下进行强力切削,这样机加工工时数就可以减少。因此,在完成同样的工作任务时,若采用镁合金作原材料,可以减少加工设备的台数,节约基建投资,减少占地面积,降低劳动力成本和管理费用。
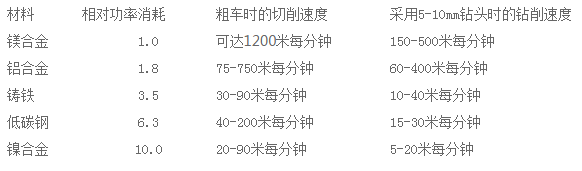
镁合金的切削功率消耗
对镁合金零件进行加工时,单位体积切削量的功率消耗比其他常见金属都要低。在几种典型的切削加工速度下,各种金属相对于镁的功率消耗见下表(假定镁的功率消耗为1)
2 机械加工安全操作规程
2.1 机械加工过程中的不安全因素
在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险。初加工阶段产生的切屑尺寸较大,由于镁的导热率很高,产生的摩擦热可迅速散失出去,故难以达到燃点温度,此阶段事故发生较少。但在精加工阶段,由于所产生的细小切屑和细粉末具有很大的比表面积,因而很容易达到引燃温度而造成燃烧或爆炸事故。
在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下。
a.加工速度与切削速率之间的关系。
在任何一组给定条件下,都存在一个可能引起燃烧的加工速度和进给速率范围。进给速率提高,切屑厚度增大,从而更不容易达到燃点温度。加工速度只要足够低,任何尺寸大小的切屑都不可能被引燃。如果加工速度足够高,由于切屑与刀具的接触时间很短,故不可能将任何尺寸大小的切屑加热到引燃温度。
b.环境的相对温度。
相对温度越高,则失火的可能性越大。
c.合金的成分与状态。
与多相合金相比,单相合金更不容易失火。合金状态越均匀,则失火的可能性越小。
d.其他因素。
进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等。
2.2 机械加工的安全操作规程
a.切削工具要保持锋利,并磨出较大的后角与离隙角;不允许使用钝的、粘有切屑的或破裂的刀具。
b一般情况下,尽量使用大进给量进行加工,避免使用微小的进给量,以产生较大厚度的切屑。
c.不要让刀具中途停顿在工件上。
d.使用微小切削量时,要使用矿物油冷却液来减少降温。
e.如果镁合金零件中有钢铁芯衬时,要避免与刀具相碰产生火花。
f.保持环境整齐、干净。
g.严禁在机加工工作区内吸烟、生火、电焊。
h.工作区域内应存放足量的灭火器材。
镁粉很容易燃烧,悬浮在空气中时会引起爆炸。应采取一切可能的措施,确保镁磨削粉尘的正确收集与处置。
2.3 镁屑与微细粉末的处理
湿切屑与淤渣应存放在置于偏僻处的通风钢制窗口中,且必须有足够的通风量,以便使氢气逸出。把湿的切屑和细粉末装在盖紧的容器中特别危险,因为高浓度的氢气集聚易发生爆炸。
目前,镁屑、镁粉末与淤渣的常用处理方法是,用5%的氯化铁溶液进行溶解(一般1kg干燥镁使用0.6kg氯化铁),可在数小时内使绝大多数镁转化成不燃烧的氢氧化镁和氯化镁残渣。由于在这种反应中会产生氢气,故应在室外的敞开容器中进行处理,并严禁在反应器的周围生火吸烟或焊接作业。
2.4 镁屑燃烧的灭火
a. D级灭火器。其材料通常使用氯化钠基粉末或一种经过钝化处理的石墨基粉末,其原理是通过排除氧气来闷熄灭火。
b.覆盖剂或干砂。小面积着火可用其覆盖,其原理也是通过排除氧气来闷熄灭火。
c.铸铁碎屑。在没有其他好的灭火材料的情况下也可用之,主要作用是将温度降到镁的燃点以下,而不是将火闷熄。
总之,无论在什么情况下,都不能用水或任何其他标准灭火器去扑灭由镁引起的失火。水、其他液体、二氧化碳、泡沫等都会与燃烧着的镁起反应,并且是加强火势而不是抑制火势。
以上注意事项,请依实际情况,酌情处理,做到及时清理镁屑、镁粉,严禁明火,加工时,加大进刀量,不停顿。镁渣含水堆积时,做到完全浸泡在水中。湿镁渣会发热,不通风的情况下,有自燃的可能!
有任何疑问,不论什么时间,都可以致电我们,我们会竭尽全力为您服务。
东莞市联维镁合金材料有限公司
联系电话:400 108 5355
传真号码:0769-8258 3261